





关键词 |
浙江SPR铆钉,SPR铆钉多少钱,浙江SPR铆钉,天津SPR铆钉 |
面向地区 |
同时根据使用方式又分为散装自冲铆钉和料带自冲铆钉两种,料带式一般用于悬挂式手持自冲铆接机,由于送钉机构小巧,可以轻便的实现自动装钉和自动铆接,而散装铆钉一般用于电动便携自冲铆接枪和大型的自动化SPR自冲铆接机。
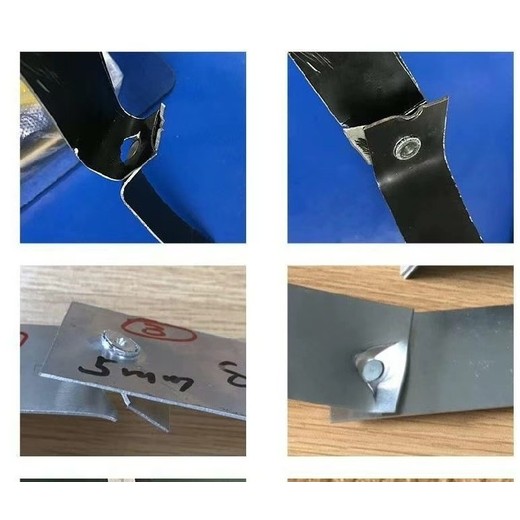
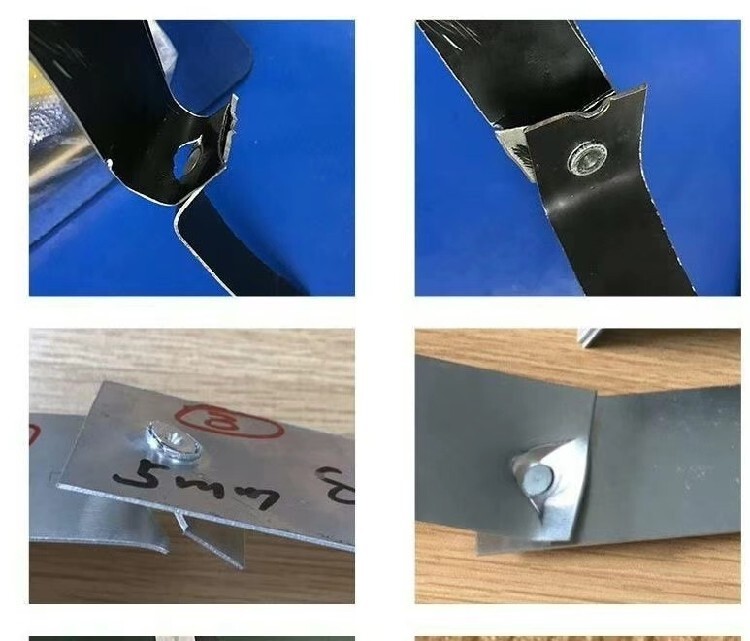
论哪种规格,哪种类型的自冲铆钉其作用都是用于连接两层或两种以上金属板材的自冲铆接冷连接技术。自冲铆钉穿透顶层板材之后,在铆模的作用下铆钉尾部的中空结构在下层的板件中扩张,形成喇叭口,从而形成牢固的镶嵌铆接点
普通自冲铆钉和加硬型自冲铆钉,分别铆接较软的铝板和较硬的钢板。 自冲铆钉的规格多种多样,可以是沉头、平头,也可以是圆头,铆钉直径主要有3毫米和5毫米规格两种,但是长度种类丰富,虽然种类品种丰富,在选用时,但是他们使用的自冲铆钉的差别比较小,选购时,选择合适的直径和长度即可。长度选取标准为总板厚加2毫米,直径根据连接的强度级别,选取3.3或5.3毫米的自冲铆钉即可。
目前,SPR技术已成为欧美车型制造中的关键连接技术之一,并且成熟应用于宝马、奥迪、沃尔沃和美洲虎等汽车的铝钢混合车身连接中,其中美洲虎铝制车身连接中SPR铆钉的使用已达3000多个。
1)铆接设备的核心部位是冲头和凹模,铆钉形状的设计直接决定了接头的结合形式。当需连接的板材选定时,如何选取铆接设备和工艺参数使其达到佳匹配效果是主要的难点。
相关文献提出了板材-铆钉-模具的顺序设计思路,在重复大量的试验基础上,定量地阐述了铆接过程中主要工艺参数制定的原则,涉及到板材的选取,铆钉、冲头和凹模的设计计算。该设计体系较为特别,是目前国内研究中普遍认可的设计思路。
过优化铆接过程中工艺参数,理论上可以得到需要的接头质量和连接强度。关于工艺参数的研究主要包括:铆钉腿部直径和长度、凹模直径和凸台高度、板材强度和排列顺序、冲压载荷和速度等对接头质量和连接强度的影响。自冲铆接工艺试验影响因素众多、难以量化,相关文献构建了自冲铆接工艺参数的评价指标体系,建立了比较矩阵,确定了各项评价指标的权重。并采用试验数据验证评价方法的正确性,得出自冲铆接工艺参数重要度排序。
铆接接头截面形貌如图3所示。其中,底切量、底部厚度和剩余厚度是评价铆接质量和连接强度的主要评价参数。底切量是指铆接完成后,铆钉腿部外边缘到被铆钉剪断的上层板的下边缘点的水平距离。底切量越大,铆钉腿部嵌入下层板越深,铆钉与下层板所形成的机械互锁程度越高,铆钉接头的连接强度就越高。底部厚度是指铆钉腿部到下层板底部的轴向厚度。剩余厚度为铆钉腿部内侧下层板薄处的厚度。底部厚度和剩余厚度用来评价下层板在铆接后的强度和密封效果,数值过小说明下层板强度不足,可能会产生裂纹。
合肥本地SPR铆钉热销信息