






关键词 |
3pe钢管,3pe防腐钢管,8710防腐钢管,燃气3pe防腐钢管 |
面向地区 |
壁厚 |
12 mm |
|
颜色 |
黑色 |
拉伸强度 |
Mpa |
长度 |
12 m |
材质 |
Q235B |
厂家 |
其它 |
品名 |
螺旋焊管 |
规格 |
426*12 |
仓库 |
本厂 |










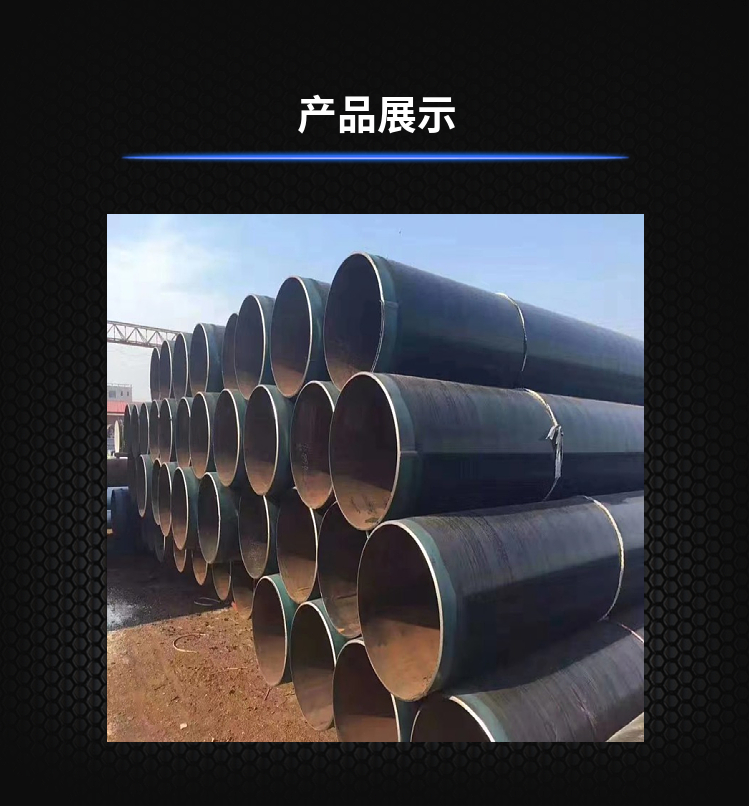




根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化无缝钢管按照断面形状,分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状,直径达900mm,直径为 4mm根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷螺旋管的执行承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管
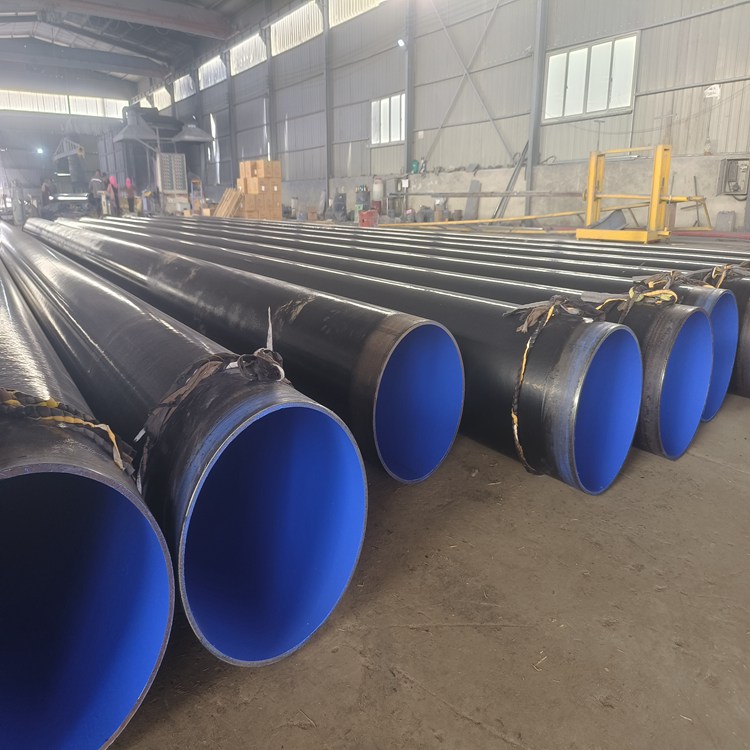
壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t 管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值
钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝根据用途不同, 有厚壁无缝钢管和薄壁无缝钢管,无缝管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、用结构钢管埋弧焊钢管及其分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度

合肥本地三层pe防腐钢管热销信息














