关键词 |
高分子膜好氧堆肥机 |
面向地区 |
高分子膜好氧堆肥机机设备有一个响亮的名字:”纳米分子膜系统“。这项系统的一系列技术细节有助于有效减少臭气排放和氨的流失从而提高有机肥氨含量和堆肥品质:
1、该技术的核心是一种具有特制微孔的功能膜,其选择透过性功能可以实现一个较恒定的气候环境,通过主动通风使发酵体内形成一个微高压内腔,发酵堆体内部供氧均匀充分,为好氧发酵构建了一个适宜的环境。
2、发酵中产生的水蒸气和二氧化碳能够从功能膜的微孔结构扩散出去,维持了发酵堆体膜内外的气流平衡,好氧发酵进行得更加充分,致病性微生物得到有效杀灭,以确保发酵物的卫生化水平,有气味的物质如氨气等溶于膜内层水气并凝聚坠落进堆体后再次被有机物分解。
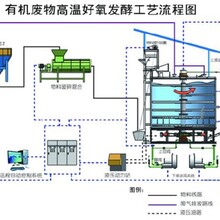
有机肥发酵罐其基本工艺流程分为上料、好氧发酵、出料、资源化利用(有机肥原料),全程自动化程度高,封闭性强,不会产生二次污染,其中主要的环节为好氧发酵部分,充分利用处理前物料内微生物的活性对有机物进行分解,自身产生高温对物料进行腐熟,以此杀灭病原体、细菌等有害物质,发酵过程中物料含水率不断下降,体积减小;发酵好的物料可做有机肥原料进行农业生产,真正实现了无害化、减量化、资源化的目的。
有机肥发酵罐系统功能:发酵罐室:储存有机物料,完成发酵工艺; 搅拌机:均匀搅拌发酵罐内物料,确保发酵均匀,达到腐熟; 换气扇:高压涡流气泵充分提供发酵罐内发酵过程所需氧气; 液压驱动:传动功率大,低速,平稳,有过载保护能力,传动配置灵活; 换热装置:换热装置充分利用罐体内部自然产生的高温气体,对吸入空气进行预加热升温,提高能源利用率,发酵效果,降低设备能耗,实现节能降耗; 自动斗式提升机:将发酵物料经机械提升后投入发酵罐内; 将发酵罐内已发酵有机肥排出发酵罐的装置; 控制柜: PLC计算机自动及手动控制及检测发酵过程; 废气处理系统:能吸附、喷淋净化发酵过程中产生的废气、粉尘,避免环境污染。
主要过程包括污泥堆肥预混技术、通风与布风技术、炉料控温与反应加速技术、堆肥臭源控制技术、堆肥氧-温在线监测和物联网智能化控制技术。
1.功能膜的选择透过性功能可以为污泥好氧发酵微生物营造良好的的生存环境,膜内水蒸气和二氧化碳等小分子气体可以透过,臭气等大分子气体被阻隔,减少臭气的排放和氨的流失;
2.通过微压送风系统,发酵堆体内部供氧均匀充分,为好氧发酵构建一个适宜的环境;
3.NCS智能分子膜内形成的高温环境使得致堆料中的病原菌、虫卵和草籽得到有效杀灭,使堆肥产品更适合作为土壤改良剂和植物营养源使用。
堆肥过程的影响因素主要是供氧量和温度。 一是供氧量适宜,实际所需空气量为理论空气量的2-10倍; 二是堆肥温度适宜。 温度太高的话,水分的蒸发会带走一部分热量。 好氧堆肥膜控制系统主要通过调节堆肥的温度、水分和氧供给量,配合其他措施的调节,达到好氧堆肥的各项指标要求。 好氧堆肥膜控制系统包括现场传感器、主控制器、上位机软件管理平台三部分。 现场传感器包括温度传感器、氧含量传感器,特殊工艺不需要氧含量传感器。 通过有线连接到主控制器。 现场传感器符合IP65以上的密封标准,防止潮湿、防水飞散,耐久性。
现场设控制柜作为主控制器,采集并控制各堆肥槽内温度、氧含量,控制堆肥槽各台风机启停、运行及其他特殊控制要求。 主控制器采用模块化结构,主要包括PLC、电源模块、通信模块、输入输出模块、接触器、继电器等。

合肥本地高分子膜好氧堆肥机热销信息