关键词 |
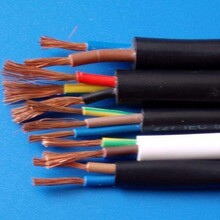
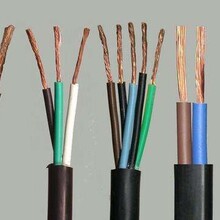
河源ABS塑料回收,ABS塑料回收厂家,珠海PC,ABS破碎料回收报价,江门ABS回收多少钱 |
面向地区 |
废旧塑料由于具有大分子结构,因此废弃后长期不易分解腐烂,并且质量轻、体积大,暴露在空气中可随风飞动或在水中漂浮。因此,人们常利用丘陵凹地或自然凹陷坑池建设填埋场,对其进行卫生填埋。卫生填埋法具有建设投资少、运行费用低等特点,长期以来都是大量采用的废旧塑料的处理方法。但填埋处理存在着严重的缺点:塑料废弃物由于密度小、体积大,因此占用空间面积较大,增加了土地资源的负担。
回收废塑料制备再生塑料颗粒是废塑料回收技术的一大进步。 采用造粒设备,将废聚乙烯、聚丙烯等塑料通过破碎-洗涤-加热塑化-挤出成型技术,可以加工生产市场上销售的再生颗粒。 与简单的填埋和焚烧处理相比,再生塑料粒子可以作为塑料工业的原料投入再利用,实现了真正意义上的资源循环利用。
我国利用废旧塑料进行再生塑料颗粒制备的行业起步早,为节约资源和保护环境做出了贡献。 但另一方面,我国大多数企业始终处于小规模、无序的生产经营方式,存在着许多问题。 大部分废旧塑料加工企业由于比较分散,大多停留在低、小、散、乱的状态,属于集生产、住宅、仓库为一体的三合一的家庭式生产经营方式,由于生产场地狭小、简陋、易燃物品乱放,事故隐患多,安全难以。
废塑料焚烧具有数量多、成本低、的优点。 与直接填埋相比,焚烧更能有效利用废塑料,成为宝。 但是,焚烧有很多缺点。 随着塑料品种和焚烧条件的变化,废旧塑料焚烧过程中会产生多环芳烃化合物、一氧化碳等有害物质,如PVC生产的HCL、聚丙烯腈生产的HCN等。 引起了环境污染。 废塑料中还含有镉、铅等重金属化合物,这些重金属化合物在焚烧过程中与烟尘和焚烧残渣一起排出,也会造成环境污染。
ABS 塑料(Acrylonitrile Butadiene Styrene plastic)是丙烯腈(A)、丁二烯(B)、苯乙烯(S)三种单体的三元共聚物[1],三种单体相对含量可任意变化,制成各种树脂。 它是一种原料易得、综合性能良好、价格便宜、用途广泛的“坚韧、质硬、刚性”材料,在机械、电气、纺织、汽车、飞机、轮船等制造工业及化工中获得了广泛的应用。
ABS塑料成型性能 无定形材料,流动性中等,吸湿大,充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时; 宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度; 如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法; 如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置; 冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。模具宜加热,应选用耐磨钢; 料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,出现银丝暗条,塑件变色起泡; 模温对塑件质量影响很大,模温低时收缩率,伸长率,抗冲击强度大,抗弯,抗压,抗张强度低。模温超过120度时,塑件冷却慢,易变形粘模,脱模困难,成型周期长; 成型收缩率小,易发生熔融开裂,产生应力集中,故成型时应严格控制成型条件,成型后塑件宜退火处理; 熔融温度高,粘度高,对剪切作用不敏感,对大于200克的塑件,应采用螺杆式注射机,喷嘴应加热,宜用开畅式延伸式喷嘴,注塑速度中高速。